Machine tool is a power-driven machine used to cut or form metals or other materials into useful shapes. Machine tools can perform operations with far greater precision than hand tools can. Some machine tools use mechanical force to bend, cut, drill, grind, hammer, plane, and squeeze metal into desired shapes. Other machine tools use such nonmechanical power sources as electrical or chemical energy, heat, magnetism, and ultrasound. People who operate machine tools are called machinists.
Machine tools are used to make parts for automobiles, appliances, computers, TV sets, and thousands of other products. Machine tools are also used to make parts for the machinery used in mass production (see Mass production ). Most machine tools can be set up or programmed to produce a wide variety of parts.
There are hundreds of kinds of machine tools. Some perform a single operation, such as grinding or drilling. Others, called machining centers, carry out several kinds of tasks. Machining centers have automatic tool changers and may use more than 100 tools.
Machine tools can be linked together to form a flexible manufacturing system (FMS). Each of the tools in an FMS performs a different metalworking operation. The metal being machined, called a workpiece, is moved from one tool to the next by conveyors, robots, and other automatic equipment. A single FMS can manufacture a variety of parts.
Machine tools come in a wide range of sizes. A machinist’s choice of size is based on the size of the largest workpiece to be machined.
Mechanical machine tool operations
There are two chief kinds of machine tool operations: (1) metal removal and (2) metal forming. Metal removal operations involve either the cutting away or the abrasion (wearing away) of part of the workpiece. In metal forming, the workpiece is shaped without adding or removing any material from it.
Metal removal.
There are six basic types of mechanical metal removal processes. They are (1) turning; (2) hole machining; (3) milling; (4) sawing; (5) planing, shaping, and broaching; and (6) abrasive processes, such as grinding.
Turning
is used chiefly to cut metal into round shapes. Turning machines are the most common machine tools. They manufacture gear blanks, shafts, wheels, and many other metal parts. A blank is a piece of metal that is ready to be cut, stamped, or otherwise processed into its final form.
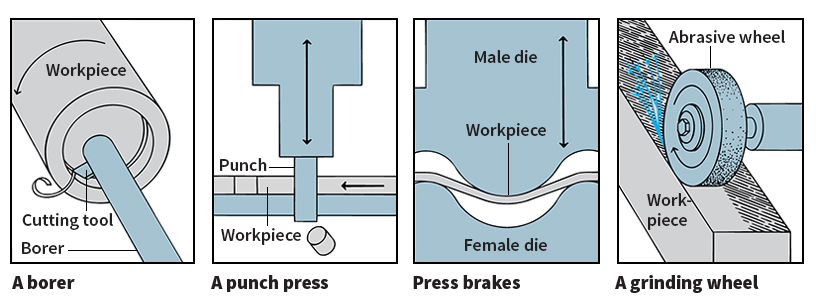
The lathe is the basic turning machine. On a lathe, the workpiece is fastened to a rotating spindle, and the cutting tool is mounted at the side of the workpiece. The tool moves against the rotating workpiece, peeling metal until the workpiece has the desired size and shape. A turret lathe has several kinds of cutting tools mounted on a revolving toolholder called a turret. This lathe can perform various cutting operations, one after the other.
Some turning machines have several spindles and cutting tools that operate at the same time. Such multispindle machines perform various operations at once on several workpieces. The machine moves each workpiece from one cutting tool to the next until all the operations have been performed.
Hole machining
includes drilling, boring, reaming, and tapping. In drilling, round holes up to 3 inches (7.6 centimeters) in diameter are cut in a piece of metal. These holes, cut by a rotating twist drill, may be as small as a few thousandths of an inch in diameter.
In most machine shops, twist drills are mounted on machines called drill presses. The machinist places the workpiece on a table beneath the drill and lowers the drill into the metal. The bit of the drill has several sharp cutting edges. Two or more spiral grooves along the bit help remove metal shavings from the hole.
In boring, round holes greater than 3 inches (7.6 centimeters) in diameter are cut. Boring is also used to enlarge and finish (smooth) holes already drilled.
Boring machines have a cutting tool with only one sharp edge. On small boring machines, the tool revolves and the workpiece remains stationary. On large machines, the tool stays still and the workpiece revolves.
The process of reaming consists of smoothing the inside of a hole. Tapping involves the cutting of a screw thread inside a hole (see Screw ).
To cut deep holes, machinists use a special deep-hole machine to drive a cutting tool mounted at the end of a bar into the workpiece. The cutting process involves the rotation of the tool, the workpiece, or both. During the operation, the machine forces a fluid into the hole to flush out shavings cut from the workpiece.
Milling.
In this operation, a round tool with several cutting edges rotates against a workpiece. The cutting tool of most milling machines looks like a wheel with teeth projecting out of it. This tool makes flat surfaces on metal. Machinists use special milling tools to cut such shapes as those of slots and gear teeth.
Some milling machines manufacture metal parts small enough to fit in a person’s hand. Others, such as special contour milling machines, produce airplane wing sections as long as 80 feet (24 meters).
Sawing
consists of machining a piece of metal with a cutting tool that has sharp teeth along one edge. There are two types of machine-tool sawing, cutoff sawing and contour sawing. Machinists use cutoff sawing to cut metal bars to a certain length. Contour sawing cuts flat pieces of metal into the desired shape.
Planing, shaping, and broaching.
Planing smooths flat surfaces of large pieces of metal. It resembles smoothing wood with a hand plane. But the cutting tool is stationary as the metal moves back and forth beneath it. Shaping flattens uneven surfaces and cuts slots. The cutting tool moves back and forth over a stationary workpiece. Broaching shapes holes in a piece of metal. For example, it can change round holes to square ones. A broach is a long metal bar with rows of teeth on it. Each tooth cuts a little deeper than the one before. A broaching machine pulls or pushes a broach through a hole, and the teeth cut the metal to the desired shape.
Milling has replaced planing and shaping almost entirely. The cutting tools of milling machines can smooth metal surfaces faster than those of planers or shapers.
Abrasive processes
include grinding, lapping, and honing. Grinding removes metal from the surface of a workpiece to make it smooth. A grinding machine has a grinding wheel that spins at high speed against the workpiece. This wheel is covered with an abrasive material similar to that on sandpaper.
Two of the main types of grinding operations are cylindrical and surface. In cylindrical grinding, a round workpiece rotates against the grinding wheel. A type of cylindrical grinding called centerless grinding is widely used in mass production. It involves two rotating wheels. One wheel rubs against the workpiece and turns it while the other grinds the workpiece. In surface grinding, a flat workpiece moves back and forth against a rotating wheel. In both cylindrical grinding and surface grinding, sharp edges of abrasive particles on the grinding wheel cut tiny chips from the workpiece, producing a smooth surface texture.
Lapping uses an abrasive paste or other substance to remove metal. Lapping provides an extremely smooth surface when only a small amount of metal must be removed. A lapping machine has a metal plate covered with an abrasive. Honing assures maximum accuracy in finishing holes to precise dimensions. In this process, an abrasive paste is applied to cylindrical parts called heads, which are inserted into the hole. The heads rotate while moving up and down.
Metal forming operations
include forging, pressing, bending, and shearing. There are four main types of mechanical forming machines: (1) forging machines, (2) presses, (3) press brakes, and (4) shears.
Forging machines
form metal by hammering and squeezing it. Some of these machines hammer hot metal into any shape. Others squeeze hot metal in a die (mold) under great pressure. The metal flows to every part of the die and takes the desired shape. Forging machines produce extremely tough and durable metal parts.
Presses
stamp a metal sheet into a certain shape. Then they use a die to squeeze this piece of metal, called a blank, into the final shape. Punch presses punch holes in metal sheets.
Press brakes
bend sheets of metal to make products. These products include small brackets, car hoods and roofs, and the sides of cabinets and appliances.
Shears
cut large sheets of metal much as scissors cut sheets of paper. Machinists then work the metal into finished parts of the desired shape and size.
Nonmechanical machine tool operations
Many machine tools cut materials into complex shapes by means of electrical or chemical energy, heat, magnetism, or other nonmechanical forces. Nonmechanical machine tool methods include (1) electrical discharge machining, (2) electrochemical machining, (3) chemical machining, (4) beam cutting, and (5) high-energy rate forming.
Electrical discharge machining (EDM)
cuts holes in materials that are too hard to be easily cut by mechanical means. EDM produces smooth, accurate holes, some of which have extremely complex shapes. It is the most widely used nonmechanical machining process.
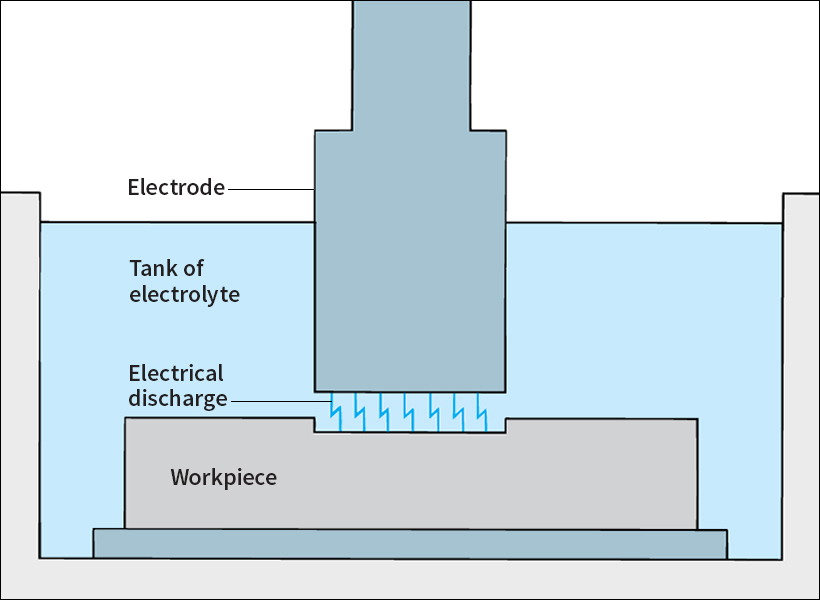
The energy for cutting comes from an electric current that flows through a part called an electrode. The electrode and the workpiece are submerged in an electrolyte, a liquid that conducts current. The machinist then passes a current between the electrode and the workpiece, producing a discharge of sparks. These sparks remove material. In wire-EDM, the electrode is a traveling wire that moves through the material like a knife. In plunge-EDM, the electrode has the shape of the hole to be made in the workpiece, and it removes material by sparking with progressive motion. Electrodes used in plunge-EDM are made of graphite, which has a high melting point.
Electrochemical machining (ECM)
uses electric current to create a chemical reaction that erodes metal from a workpiece. In ECM, current flows from a positively charged workpiece to a negatively charged cutting tool. An electrolyte pumped between the workpiece and the cutting tool conducts the current between them. The workpiece takes the shape of the face of the cutting tool.
Chemical machining.
In this operation, a chemically resistant mask covers the workpiece. Holes in the mask match those to be cut in the workpiece. The machinist dips the workpiece into a strong chemical solution, which dissolves the metal from the sections not covered by the mask.
Beam cutting
involves using a high-intensity energy beam to cut material. In laser cutting, machinists direct a thin beam of concentrated light along the path to be cut. A device called a laser creates this beam. Laser beams produce a great amount of heat and can melt through the material (see Laser ). In water-jet cutting, machinists use a high-pressure stream of water with an abrasive to erode the material along the cut path.
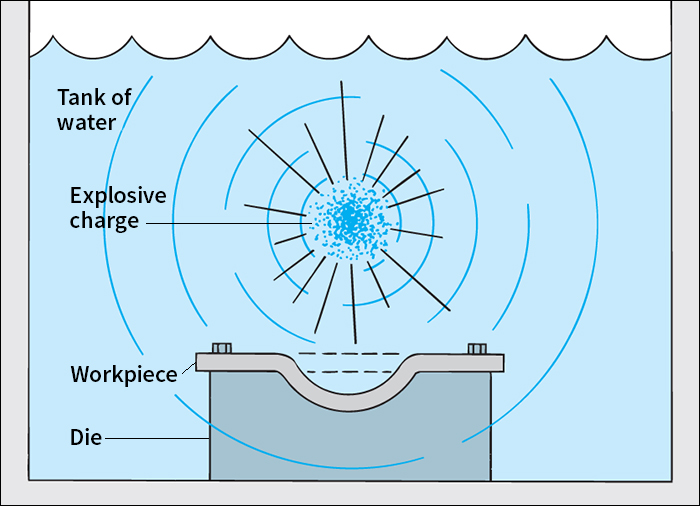
High-energy rate forming (HERF)
involves transmitting pressure, often through water, to force sheet metal into the contours of a die. In most cases, the pressure is created by setting off an explosive in the liquid or by discharging an electric spark in it. Another HERF method called electromagnetic forming uses magnetic pressure to shape the workpiece. HERF is not a common method. However, it is useful for making large parts.
Control of machine tools
Machine tools can be operated manually or automatically. Machinists may use manual control to make small numbers of simple parts. But most machine tool operations are controlled automatically.
The development of computer technology has had a huge impact on the machine tool industry. Today, computer-aided design (CAD) programs are often used to design parts. The instructions from the CAD blueprints can be directly converted into electronic instructions for machine tool operations. The use of computers to control machine tools and other machinery is often called computer-aided manufacturing or computer-aided machining (CAM). Developments in CAD and CAM have dramatically improved the agility and precision of machine tools, and the volume and quality of parts produced by machine shops worldwide.
History
Basic machine tool operations developed from processes originally used with hand tools that cut and shaped wood. In 1775, an English ironmaker named John Wilkinson invented the first modern machine tool. Wilkinson’s invention, a boring machine, enabled workers to drill precise holes in metal. A number of other machine tools, including the planer, the shaper, and the first successful screw-cutting lathe, were also invented in England during the 1800’s.
In the United States, the machine tool industry began about 1800. Machine tools were used chiefly to make guns and cannons for the armed forces. In 1873, C. M. Spencer of the United States developed a completely automatic lathe.
In the 1920’s, manufacturers began to link machine tools together in series for use in mass production. The use of machine tools increased greatly during World War II (1939-1945) as factories geared up to produce huge numbers of ships, tanks, aircraft, and weapons.
In the middle and late 1900’s, the development of aircraft and spacecraft resulted in advanced machining operations. The use of numerical control, machining centers, computers, and microprocessors brought new speed and efficiency to the industry. Numerical control is a system of machine automation that gives instructions in the form of a number code.
